



Boilers in industry use co-firing to reduce emissions and protect the environment
 < br />Fluidized bed boiler with capacity of 35T/h
< br />Fluidized bed boiler with capacity of 35T/h
In fact, almost all industries such as chemical, food, paper, textile, dyeing, ... use it. Steam is a source of energy. In many cases, steam is also a part of the industrial process, in steps such as cooking, distillation, evaporation or concentration, drying, ...
Technology Fluidized bed boiler reduces toxic emissions and is environmentally friendly.
Boiler is also known as The other is a "boiler", which is a device that produces steam or hot water, using many different fuel sources such as coal, oil, gas, firewood, wood, biomass, and even electricity at industrial facilities. electric resistance boilers and non-hazardous solid waste (domestic waste, normal industrial waste). The operating principle of the boiler is mainly based on the heat generated by the fuel, converted into thermal energy of steam.
Currently, most boilers In factories, there are small boilers, with steam output usually no more than 25 tons/hour, low pressure usually <1.6 MPa, a few boilers with capacity up to 30-40 tons/hour pressure > ; 2.5 MPa. In large factories such as paper, food, petrochemical factories, etc., boiler capacity can reach hundreds of tons/hour, steam pressure > 10 MPa, then boilers often combine heat supply and electricity production. Currently on the market, boilers can be classified according to the way they burn fuel into 4 main types such as: grate boilers, fluidized bed boilers, gas oil boilers, and electric boilers.
 < /p>
< /p>
A model of a fluidized bed boiler used in industry. (Photo: Author)
Thanks to the unique aerodynamic organization process, the fluidized bed burner has the ability to burn completely. thereby saving fuel costs for businesses. The temperature maintained at the boiling layer from 800oC-950oC also limits the formation of NOx, thereby saving investment costs in expensive NOx removal equipment. Fluidized bed boiler uses fuel combustion technology in the fluidized layer, created by combustion materials. It is considered an environmentally friendly and toxic emission reduction technology.
Fluidized bed furnaces are divided into 3 types based on the difference in state. aerodynamics: AFBC Boiler: Fluidized bed boiler at atmospheric pressure, the most common type of fluidized bed boiler (also known as BFB Boiler foam fluidized bed boiler); CFBC Boiler: Circulating fluidized bed boiler is a high boiling speed variant of the fluidized bed boiler with smoke velocity in the combustion chamber up to 4 - 6 m/s, solid particles in the smoke including inert substrate and fuel will retained by the cyclone that separates large solid particles and circulates back to the combustion chamber. This type of fluidized bed furnace has very high fuel burning efficiency, but the initial investment cost is also correspondingly high.
Circular fluidized bed boiler Completely used in thermal power plants, with large capacity, to recover poor quality coal, low calorific value, high ash content, high sulfur ratio, to reduce NOx emission concentrations, combined with the use of Use limestone to burn with coal in the combustion chamber to treat SOx. This technology can reduce NOx treatment equipment, without installing SOx treatment equipment. With large capacity and using fossil fuel coal, power plants often only install electrostatic precipitators to meet environmental regulations.

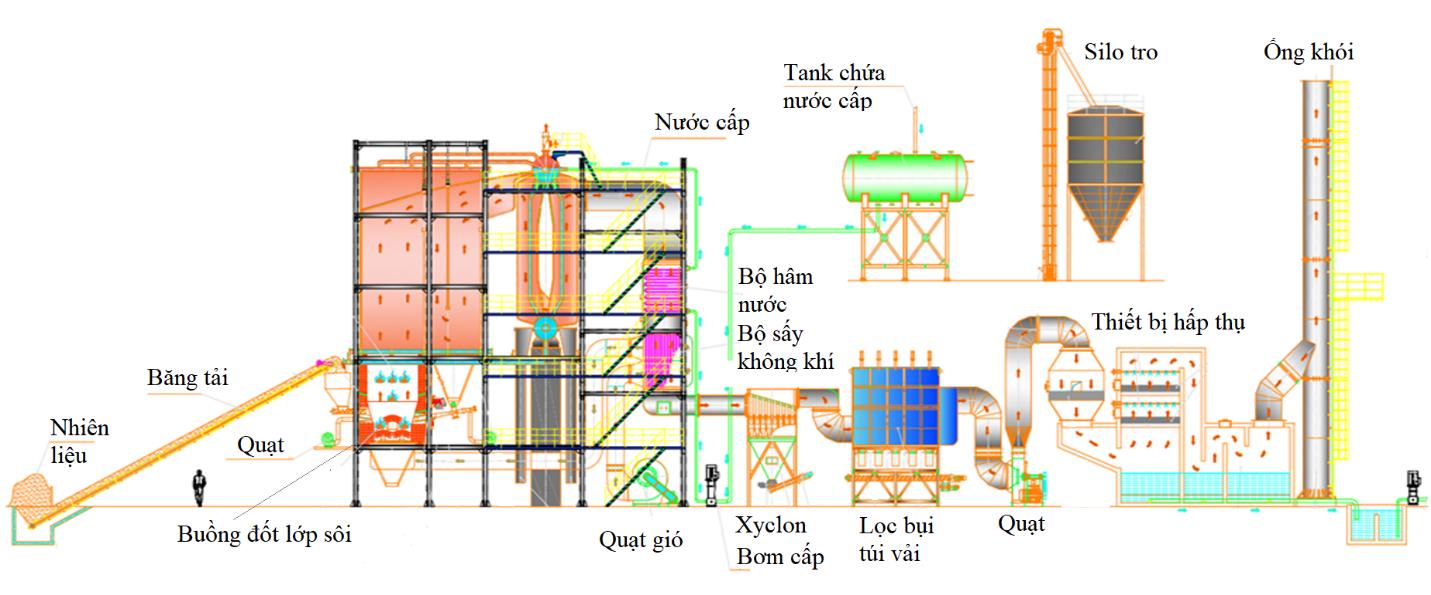
A type of fluidized bed boiler used in industry.
Industrial fluidized bed boilers are inherited from the above advantages and allows it to burn many types of fuel such as: cashew shells, rice husks, coffee shells, peanut shells, wood chips, minced shells, coal dust,... so it is suitable for environmental regulations. QCVN 19:2009/BTNMT - National technical regulation on industrial emissions for dust and inorganic substances.
However, to meet Fluidized bed combustion mode has high combustion efficiency. The fuel needs to be prepared and pre-treated to ensure uniform size and maintain the mode: foam boiling, layer boiling or circulating boiling, depending on the type of furnace. The steam is designed... Currently, monitoring the concentration of residual oxygen O2 and CO gas in the exhaust smoke here has been automated by modern sensors and combustion control equipment. The concentration of dust entrained in the smoke is handled by cyclone dust filter and cloth bag dust filter.
Acid gases such as NOx, SOx, HCl , …is processed by adding ice Lime enters the combustion chamber with the fuel and is thoroughly treated by a wet absorber located at the exhaust fan's exhaust fan. With the advantage of superior energy conversion efficiency from heat to steam, the ability to use a variety of fuels, and low concentrations of pollutants emitted, fluidized or foaming bed boilers are increasingly used by many businesses. application.
In addition, according to research calculations, operating costs to produce one ton of steam, the current fluidized bed boiler technology is considered lowest compared to other boiler technologies. In the industry of producing recycled paper, or textiles, footwear, etc., solid waste generated from the production stages is normal industrial waste.
After being recycled and reused as much as possible, the remainder is prescribed for disposal by incineration (carried out by independent units with sufficient legal basis, by competent authorities). state management agency regulates and licenses).
The transportation of these types of industrial waste to another location, far from the waste source, Treatment by incineration without energy recovery wastes resources and increases the amount of greenhouse gases more than the solution of burning these conventional industrial wastes right at the waste source and recovering heat to steam production.
Economic and environmental efficiency from energy recovery co-firing
According to Clause 1, Clause 2, Clause 4, Article 82, Law on Environmental Protection 2020, regulating production, business, service establishments, production and business zones , centralized services, industrial clusters, agencies and organizations that generate regular industrial solid waste must be able to reuse, recycle, process and co-treat common industrial solid waste. energy recovery (also known as co-combustion)...
Research shows that conventional industrial solid waste has a high calorific value, often equivalent to the heat value of coal dust, low ash ratio below 5%, arising from the factory's production process, it can be seen that when applying the co-combustion method, the waste source owner will not have to burn other fuels in the boiler. , save fuel costs; You also don't have to hire a solid waste treatment unit to save costs. With heat recovery in the boiler, the amount of exhaust gas and heat are also correspondingly reduced, limiting negative impacts on the environment at environmental treatment facilities.
In fluidized bed combustion chambers, with strongly disturbed fuel combustion conditions, the fuel is divided into small sized particles, the ability of the fuel to come into contact with oxygen is very good. , the temperature of the fluidized bed burning solid fuel usually ranges from 800 to 950 degrees Celsius, the temperature of the main gas combustion zone ranges from 1000 to 1100 degrees Celsius, the air retention time at high temperature is tens of seconds, due to the combustion chamber. The boiler is designed to be very spacious, so difficult-to-decompose gases are thoroughly treated and thermally decomposed.
Hydrocarbon compounds, dioxin/ Furans will be thermally decomposed to become less toxic compounds or single substances. NOx concentration is low below 300 mg/Nm3, adding limestone into the fluidized bed combustion chamber can reduce SOx concentration to below 250 mg/Nm3, low CO concentration below 100 mg/Nm3. Through smoke treatment equipment such as cyclones and cloth bag dust filters, dust concentration is reduced to below 100 mg/Nm3. So with the application of exhaust smoke treatment measures for fluidized bed boilers, the concentration of pollutants when monitored at the chimney is lower than QCVN 30:2012/BTNMT - Technical regulations on waste incinerators industry.
In Vietnam, there are thousands of fluidized bed boilers used in many industries, burning multi-fuels. In recycled paper, textile, and shoe factories, fluidized bed boiler technology is very suitable for implementing co-combustion solutions, using the method of mixing coal dust with sewage sludge or powder residue or solid waste. Other common industries as fuel for combustion. Fluidized bed boiler technology can treat on-site the amount of sludge generated during the wastewater treatment process of the factory or industrial park itself.
In recent years, businesses in the recycled paper industry, sugar industry, textile dyeing industry, etc. have invested in advanced and expensive incinerator technologies such as circulating fluidized bed incinerators to save money. production costs, as well as ensuring gas emission regulations. Typically, KCP Phu Yen Sugar Factory, SK An Khe Sugar Factory, Bourbon Sugar Factory, Bai Bang Paper Factory, Van Diem Paper Factory,...
Problems that need to be resolved
Actual regulations on co-incineration of common industrial solid waste In fluidized bed boilers, there are currently no circulars or specific instructions. Regulations on solid waste incinerators Industry is often referred to QCVN 30:2012/BTNMT. It is necessary to allow co-burning of industrial waste in fluidized bed boilers to comply with regulations on the concentration of pollutants in exhaust smoke according to QCVN 30:2012/BTNMT instead of regulating specific temperatures in regions. combustion of fluidized bed boiler.
Decree No. 08/2022/ND-CP of the Government Detailing a number of articles of the Law on Environmental Protection ; Circular 02/2022/TT-BTNMT details the implementation of a number of articles of the Law on Environmental Protection that have a direct impact on establishments that want to convert to co-incineration of industrial solid waste in boilers. mixed with other fuels. Regulations require re-establishing an environmental impact assessment report for the entire factory, while only replacing or renovating the boiler, which is an equipment item of the technology line. This regulation gives rise to many management activities, the time can be prolonged, affecting the psychology of not wanting to renovate many factories...
The Must report improved or adjusted technical solutions at the factory related to co-incineration technology of industrial solid waste and sewage sludge, which is a mandatory regulation that takes a lot of time and increases management costs. psychology and causing unwillingness to change on boilers with small capacity of less than 10 tons/hour. However, the number of small boilers accounts for over 90% nationwide, out of the total of tens of thousands of existing boilers in Vietnam. Therefore, removing legal procedures, shortening the waiting time for licensing and approval of solutions, and implementing technical improvements are not really attractive and have not been widely applied in businesses...
Author: Nguyen Duc Quyen, Institute of Heat and Refrigeration Science and Technology
(Article source: Industry and Trade Magazine)